- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Mga pag-iingat para sa aluminyo profile extrusion molds - ang unang bahagi
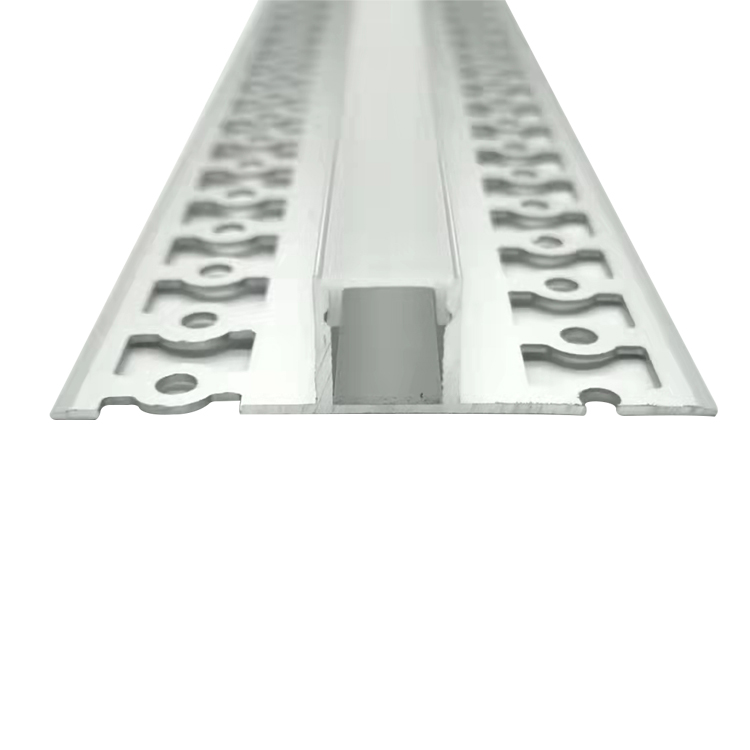
Ito ang unang bahagi ng pag-iingat para saaluminyo profile extrusionmga hulma.
(1) Gumamit ng mga advanced na instrumento upang makita ang katumpakan ng dimensional, tigas at pagkamagaspang sa ibabaw ng amag online at offline. Ang mga amag na nakapasa sa inspeksyon at pagtanggap ay nakarehistro at inilalagay sa mga istante sa bodega. Kapag ginagamit, alisin ang buli na butas ng amag na sinturon sa trabaho, at i-assemble at siyasatin ang guide mold, profile mold, at mold pad. Kung sila ay nakumpirma na tama, ipadala ang mga ito sa makina para sa pagpainit;
(2) Mga kinakailangan sa temperatura ng pag-init bago ilagay sa makina ang aluminum profile extrusion tool: extrusion barrel: 400~450℃, extrusion pad: 350℃, die pad: 350~400℃, flat die: 450~470℃, split die : 460~480℃, ang oras ng paghawak ay kinakalkula ayon sa kapal ng amag (l.5~2 minuto/mm);
(3) Ang oras ng pag-init ng aluminum profile extrusion tool die sa furnace ay hindi pinapayagan na lumampas sa 10 oras. Kung ang oras ay masyadong mahaba, ang die hole working belt ay madaling corroded o deformed;
Ang JE ay isang pabrika na dalubhasa sa LED aluminum extrusion profile, para sa higit pang mga detalye, mangyaring sumangguni sa:
www.jeledprofile.com
O mangyaring makipag-ugnayan sa: sales@jeledprofile.com
Tel/Whatsapp/Wechat: 0086 13427851163


